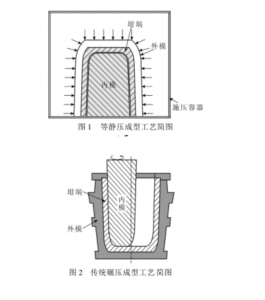
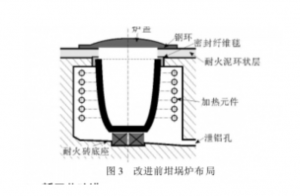
Виробництво графітових тиглів значно еволюціонувало з появою технології ізостатичного пресування, що робить її найпередовішою технікою у світі. Порівняно з традиційними методами трамбування, ізостатичне пресування призводить до отримання тиглів з однорідною текстурою, вищою щільністю, енергоефективністю та чудовою стійкістю до окислення. Застосування високого тиску під час формування значно покращує текстуру тигля, зменшуючи пористість і, як наслідок, підвищуючи теплопровідність і корозійну стійкість, як показано на рисунку 1. В ізостатичному середовищі кожна частина тигля зазнає рівномірного тиску формування, що забезпечує однорідність матеріалу по всій його довжині. Цей метод, як показано на рисунку 2, перевершує традиційний процес трамбування, що призводить до суттєвого покращення характеристик тигля.
1. Постановка проблеми
Виникає занепокоєння щодо тигельної печі для випалювання ізоляційного дроту з алюмінієвого сплаву з використанням набитих графітових тиглів, термін служби якої становить приблизно 45 днів. Вже після 20 днів використання спостерігається помітне зниження теплопровідності, що супроводжується мікротріщинами на зовнішній поверхні тигля. На пізніших стадіях використання спостерігається значне падіння теплопровідності, що робить тигель майже непровідним. Крім того, розвиваються численні поверхневі тріщини, а на верхній частині тигля відбувається знебарвлення через окислення.
Під час огляду тигельної печі, як показано на рисунку 3, використовується основа, що складається з укладених одна на одну вогнетривких цеглин, причому найнижчий нагрівальний елемент з дроту опору розташований на 100 мм вище основи. Верхня частина тигля герметизована азбестовими ковдрами, розташованими приблизно за 50 мм від зовнішнього краю, що виявляє значне стирання на внутрішньому краї верхньої частини тигля.
2. Нові технологічні вдосконалення
Удосконалення 1: Використання ізостатичного пресованого глинографітового тигля (з глазур'ю, стійкою до низькотемпературного окислення)
Використання цього тигля значно розширює його застосування в ізоляційних печах з алюмінієвих сплавів, особливо з точки зору стійкості до окислення. Графітові тиглі зазвичай окислюються за температури вище 400 ℃, тоді як температура ізоляції печей з алюмінієвих сплавів коливається від 650 до 700 ℃. Тиглі з низькотемпературною глазур'ю, стійкою до окислення, можуть ефективно уповільнювати процес окислення за температури вище 600 ℃, забезпечуючи тривалу відмінну теплопровідність. Одночасно це запобігає зменшенню міцності внаслідок окислення, подовжуючи термін служби тигля.
Удосконалення 2: Основа печі з використанням графіту з того ж матеріалу, що й тигель
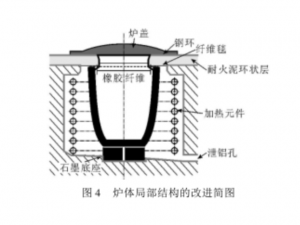
Як показано на рисунку 4, використання графітової основи з того ж матеріалу, що й тигель, забезпечує рівномірний нагрів дна тигля під час процесу нагрівання. Це зменшує градієнти температури, спричинені нерівномірним нагріванням, та зменшує схильність до утворення тріщин, що виникають внаслідок нерівномірного нагрівання дна. Спеціальна графітова основа також гарантує стабільну підтримку тигля, вирівнюючи його з дном та мінімізуючи тріщини, викликані напруженнями.
Покращення 3: Локальні структурні покращення печі (Рисунок 4)
- Покращений внутрішній край кришки печі, що ефективно запобігає зносу верхньої частини тигля та значно покращує герметизацію печі.
- Забезпечення того, щоб дріт опору знаходився на одному рівні з дном тигля, гарантуючи достатній нагрів дна.
- Мінімізація впливу верхніх ущільнень з волоконного покриття на нагрівання тигля, забезпечення належного нагрівання у верхній частині тигля та зменшення впливу низькотемпературного окислення.
Удосконалення 4: Процеси використання рафінувального тигля
Перед використанням попередньо прогрійте тигель у печі за температури нижче 200 ℃ протягом 1-2 годин, щоб видалити вологу. Після попереднього нагрівання швидко підвищте температуру до 850-900 ℃, мінімізуючи час витримки між 300-600 ℃, щоб зменшити окислення в цьому температурному діапазоні. Після цього знизьте температуру до робочої температури та введіть рідкий алюмінієвий матеріал для нормальної роботи.
Через корозійний вплив рафінувальних агентів на тиглі, дотримуйтесь правильних протоколів використання. Регулярне видалення шлаку є важливим і повинно проводитися, коли тигель гарячий, оскільки в іншому випадку очищення шлаку стає складним. Пильне спостереження за теплопровідністю тигля та наявністю слідів старіння на стінках тигля має вирішальне значення на пізніших етапах використання. Слід своєчасно проводити заміну деталей, щоб уникнути непотрібних втрат енергії та витоку рідкого алюмінію.
3. Результати покращення
Варто зазначити подовжений термін служби покращеного тигля, який зберігає теплопровідність протягом тривалого часу без виявлення поверхневих тріщин. Відгуки користувачів свідчать про покращену продуктивність, що не лише знижує виробничі витрати, але й значно підвищує ефективність виробництва.
4. Висновок
- Ізостатичні пресовані глинографітові тиглі перевершують традиційні тиглі за продуктивністю.
- Для оптимальної продуктивності конструкція печі повинна відповідати розміру та структурі тигля.
- Правильне використання тигля значно подовжує термін його служби, ефективно контролюючи виробничі витрати.
Завдяки ретельному дослідженню та оптимізації технології тигельних печей, покращена продуктивність та термін служби суттєво сприяють підвищенню ефективності виробництва та економії коштів.
Час публікації: 24 грудня 2023 р.